Blech Biegen & Abkanten
Nutzen Sie alle Fertigungsmöglichkeiten für Biegeteile über eine online Beschaffungs-Plattform
Jetzt kalkulieren
Individuelle Biegeteile und Kantteile online bestellen
Das Biegen und Abkanten von Blechen ist eine wirtschaftliche Methode in Metall- und Anlagenbau, um dreidimensionale Bauteile herzustellen. Die Werkzeugmaschinen-Hersteller bieten hierzu verschiedene Maschinenkonzepte an. Je nach Bauteil gibt es Vor- und Nachteile, die bei der Wahl des genauen Verfahrens eine Rolle spielen. Faktoren wie spezifische Materialunterschiede, die Blechdicke und die Abkantlänge beeinflussen die Entscheidung ebenfalls.
Als Dienstleiter übernehmen wir diese Denkarbeit für Sie. Sie laden Ihre CAD-Zeichnung auf unsere Plattform hoch, wir suchen Ihnen den passenden Lohnfertiger aus unserem Netzwerk heraus. Für jedes Material sind hier Deutschlands beste Produzenten am Werk, egal welches Metall Sie biegen lassen wollen. Als Ihr einziger Vertragspartner garantiert Ihnen Laserhub eine treffsichere Auftragszuweisung, zügige Auftragsabwicklung und eine verlässliche Lieferung. So verwirklichen Sie sowohl Einzelstücke als auch große Serien mit uns.
Rahmenbedingungen für das Biegen von Blech

Abmaße
Baugruppenfertigung


Weiterverarbeitung
Pulverbeschichten
Lasergravieren
Senkung & Gewinde
Verzinken
Schweißen.

Lieferfenster

Wichtige Hinweise
Verfügbare Materialien für Ihre Biegeteile
Für Ihre Blechteile bieten wir Zugriff auf unser breites Spektrum an Materialien. Die Verfügbarkeit eines speziellen Materials in unserem Angebot können Sie sogar ohne Anmeldung in unserem Metallkatalog überprüfen. Bitte beachten Sie, dass die Überprüfung der Machbarkeit der Biegeteile aus einem bestimmten Material erst nach dem Hochladen Ihrer CAD-Datei erfolgen kann.
Vorteile für Unternehmen

Alle Fertigungsmöglichkeiten
Breite Materialauswahl

Gesamte Auftragsabwicklung
Klarer Überblick über den Bestell- & Liefervorgang
Effizientes & Zertifiziertes Netzwerk
Fachkundige Technische Beratung
Konstruktionsrichtlinien für Kantteile
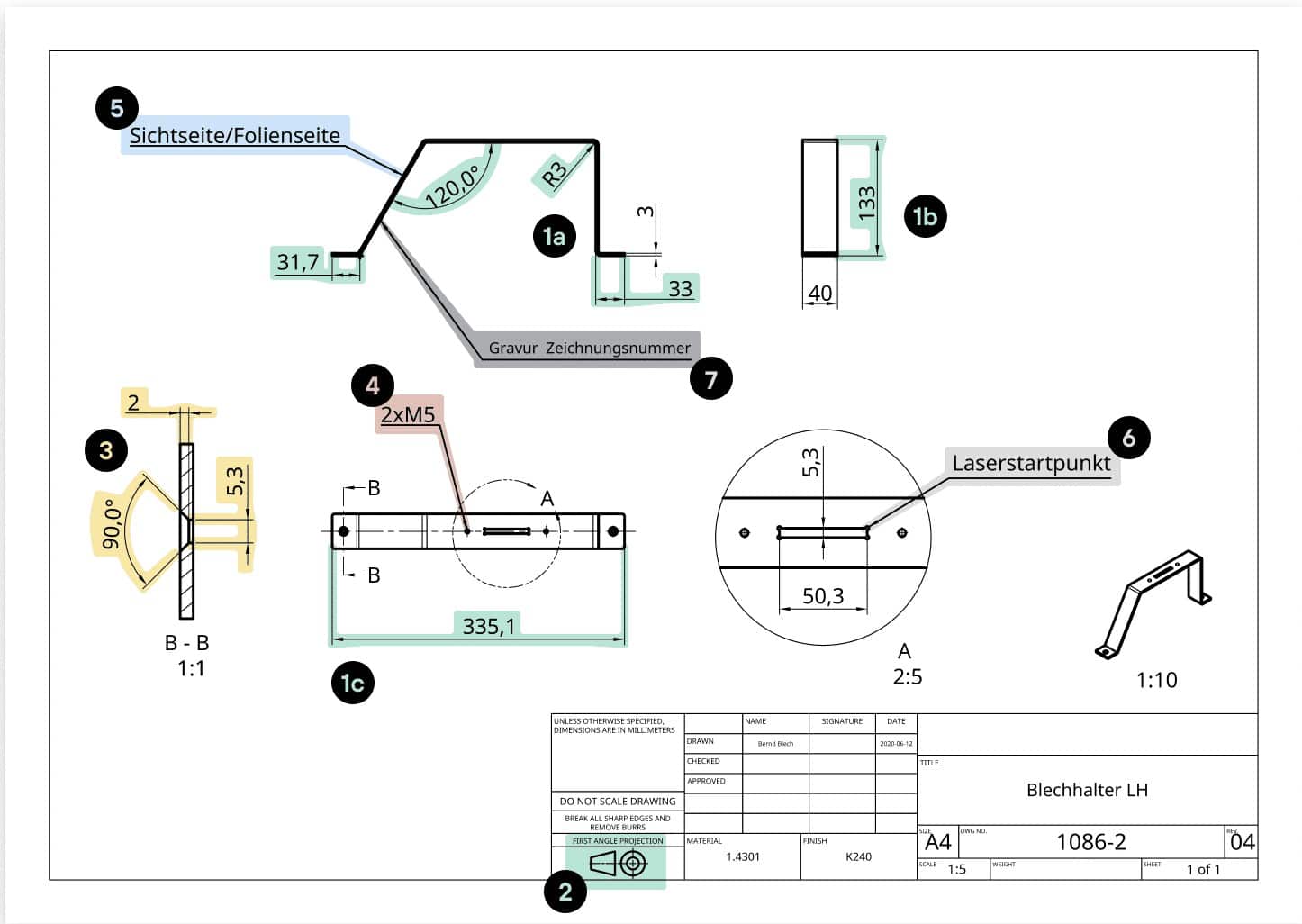
Zur präzisen Fertigung benötigen wir sowohl eine Zeichnung als auch ein 3D-Modell Ihres Biegeteils. Unser Konstruktionsrichtlinien unterstützen Sie bei der korrekten Konstruktion Ihres gewünschten Bauteils. Darüber hinaus enthalten sie Informationen zur Bedeutung technischer Zeichnungen, welche Daten unsere Plattform automatisch verarbeiten kann und welche Angaben wir nicht berücksichtigen können. Sie finden auch Hinweise zu unseren Qualitätsstandards und potenziell problematischen Fertigungsschritten.
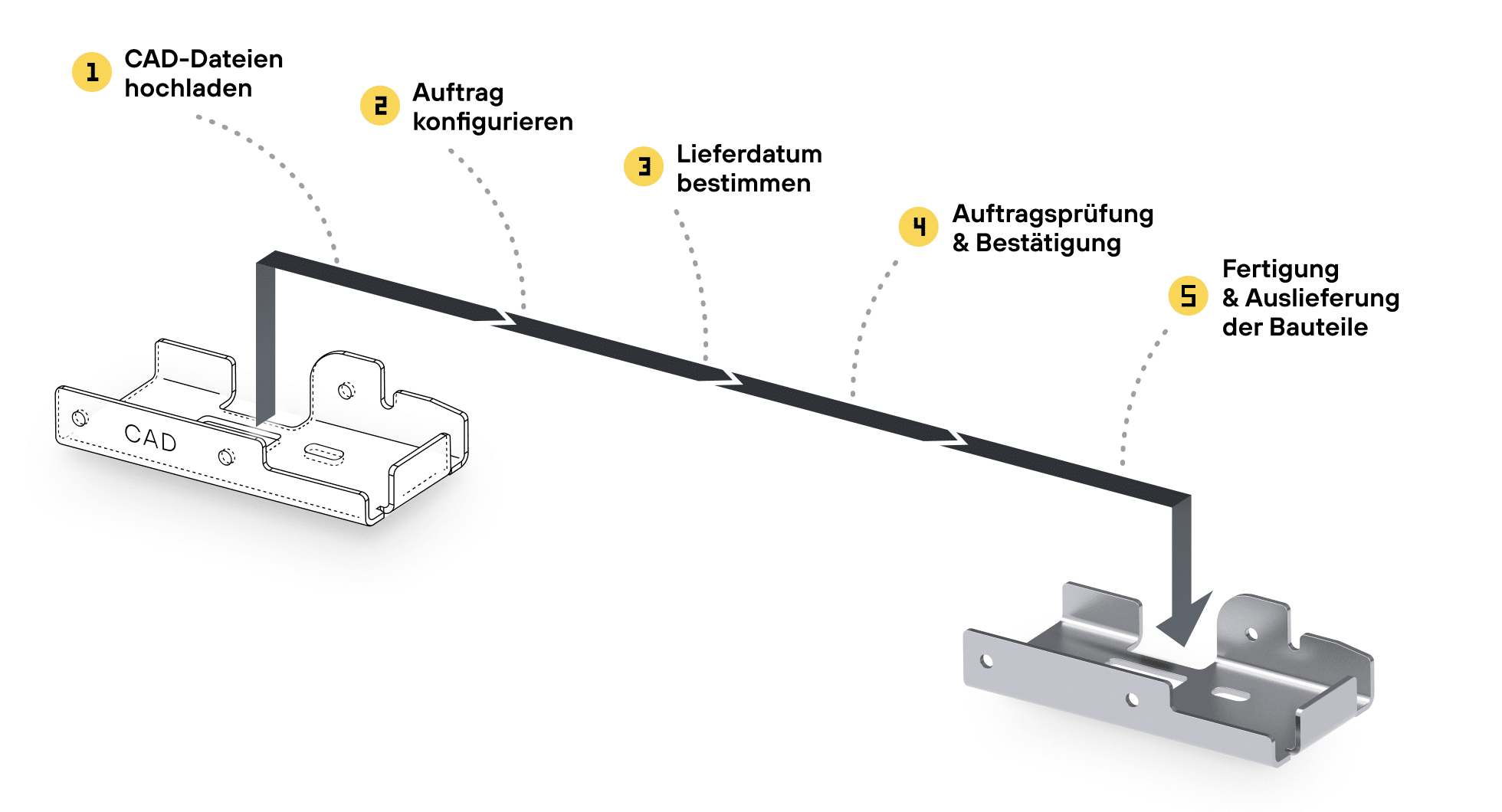
So funktioniert die Bestellung von Biegeteilen


Rund um Biegen und Abkanten
Um Blech und dessen Eigenschaften für die vorgesehenen Einsatzzwecke nutzen zu können, muss es bearbeitet und in Form gebracht werden. Bei der plastischen Verformung spielen beispielsweise die spezifischen Materialunterschiede, die Blechdicke und die Abkantlänge eine Rolle. Sie möchten mehr erfahren? Wir erklären Ihnen alles rund um das Biegen und Abkanten von Blech!